以下是:钢管10#热轧板出厂严格质检的产品参数
| 产品参数 |
|---|
| 产品价格 | 6550-15600/吨 |
|---|
| 发货期限 | 1-5天 |
|---|
| 供货总量 | 200吨 |
|---|
| 运费说明 | 货到付款或现付 |
|---|
| 最小起订 | 1 |
|---|
| 质量等级 | A |
|---|
| 是否厂家 | 代理 |
|---|
| 产品材质 | 齐全 |
|---|
| 产品品牌 | 国内各大钢厂 |
|---|
| 产品规格 | 齐全 |
|---|
| 发货城市 | 无锡 |
|---|
| 产品产地 | 天钢,宝钢,冶钢,成钢等 |
|---|
| 加工定制 | 可以 |
|---|
| 产品型号 | 齐全 |
|---|
| 可售卖地 | 全国· |
|---|
| 产品重量 | 0.1-10000000 |
|---|
| 产品颜色 | 黑 |
|---|
| 质保时间 | 1年 |
|---|
| 外形尺寸 | 都有 |
|---|
| 适用领域 | 机械,化工,设备,电厂等等 |
|---|
| 是否进口 | 否 |
|---|
| 质量认证 | A |
|---|
| 产品功率 | 大 |
|---|
| 工作温度 | 适合 |
|---|
| 外形圆管 黑皮 亮皮 | 包装捆装 散装等 |
|---|
| 长度1-15米长 | 性能合格 |
|---|
| 规格多 | 保质保量 |
|---|
| 材质多 | 运费合理 |
|---|
以下是:钢管10#热轧板出厂严格质检的图文视频
钢管10#热轧板出厂严格质检,新弘扬特钢有限公司为您提供钢管10#热轧板出厂严格质检产品案例,联系人:顾经理,电话:13382218448、13395196588,QQ:2899273859,发货地:无锡工业园钱皋路168号发货到上海市 闵行区、黄浦区、徐汇区、长宁区、静安区、普陀区、闸北区、虹口区、杨浦区、宝山区、嘉定区、浦东新区、金山区、松江区、青浦区、奉贤区、崇明区。 上海市,闵行区 元,析华亭县置上海县。明,划出西北境置青浦县。民国17年(1928年)7月,上海市、县分治,划出上海县城及县东北部地区(今黄浦区、静安区、徐汇区,长宁区地域。虹口区南境、杨浦区虬江以角、闸北区和普陀区吴淞江故道以南区城和浦东新区陆家嘴、东昌、洋泾、高行、东沟、金桥、塘桥、杨思地区)和宝山县南部地区置上海特别市。1959年,析上海县闵行地区、吴泾地区建立闵行区。1992年,撤销上海县和原闵行区,建立闵行区。
想要探索钢管10#热轧板出厂严格质检的奥秘吗?不妨点击这个产品视频,它将带您走进一个精彩绝伦的世界,让您对产品的每一个细节都了如指掌。
以下是:钢管10#热轧板出厂严格质检的图文介绍
新弘扬特钢有限公司的诚信、实力和 上海闵行锅炉板产品质量获得业界的认可。欢迎各界朋友莅临参观、指导和业务洽谈。


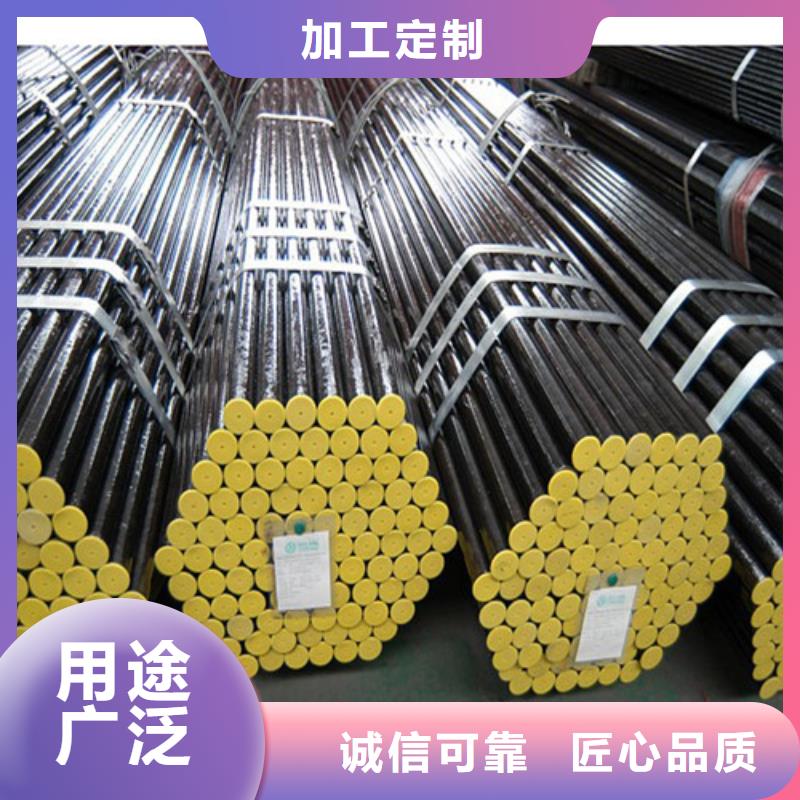
焊接钢管也称焊管,是用钢板或钢带经过卷曲成型后焊接制成的钢管。焊接钢管生产工艺简单,生产效率高,品种规格多,设备投资少,但一般强度低于无缝钢管。20世纪30年代以来,随着优质带钢连轧生产的迅速发展以及焊接和检验技术的进步,焊缝质量不断提高,焊接钢管的品种规格日益增多,并在越来越多的领域代替了无缝钢管。焊接钢管按焊缝的形式分为直缝焊管和螺旋焊管。直缝焊管生产工艺简单,生产效率高,成本低,发展较快。螺旋焊管的强度一般比直缝焊管高,能用较窄的坯料生产管径较大的焊管,还可以用同样宽度的坯料生产管径不同的焊管。但是与相同长度的直缝管相比,焊缝长度增加30~,而且生产速度较低。因此,较小口径的焊管大都采用直缝焊,大口径焊管则大多采用螺旋焊。低压流体输送用焊接钢管(GB/T3091-2008)也称一般焊管,俗称黑管。是用于输送水、煤气、空气、油和取暖蒸汽等一般较低压力流体和其他用途的焊接钢管。钢管接壁厚分为普通钢管和加厚钢管;接管端形式分为不带螺纹钢管(光管)和带螺纹钢管。低压流体输送用焊接钢管除直接用于输送流体外,还大量用作低压流体输送用镀锌焊接钢管的原管。



(1)规格:螺旋钢管的规格要求应在进出口贸易合同中列明。一般应包括标准的牌号(种类代号 )、钢筋的公称直径、公称重量(质量)、规定长度及上述指标的允差值等各项。我国标准公称直径为8、10、12、16、20、40mm的螺旋钢管系列。供货长度分定尺和倍尺二种。我国出口螺纹钢定尺选择范围为6~12m,日本产螺纹钢定尺选择范围为3.5~10m。(2)外观质量:①表面质量。有关标准中对螺纹钢的表面质量作了规定,要求端头应切得平 直,表面不得有裂缝、结疤和折迭,不得存在使用上有害的缺陷等;②外形尺寸偏差允许值 。螺纹钢的弯曲度及钢筋几何形状的要求在有关标准中作了规定。如我国标准规定,直条钢筋的弯曲度不大于6mm/m,总弯曲度不大于钢筋总长度的0.6%。钢管相关术语编辑 语音尺寸A、公称尺寸:是标准中规定的名义尺寸,是用户和生产企业希望得到的理想尺寸,也是合同中注明的订货尺寸。B、实际尺寸:是生产过程中所得到的实际尺寸,该尺寸往往大于或小于公称尺寸。这种大于或小于公称尺寸的现象称为偏差。C、米重:每米重量=0.02466*壁厚*(外径-壁厚)



直缝焊钢管生产工艺简单,生产效率高,成本低,发展较快。螺旋焊管的强度一般比直缝焊管高,能用较窄的坯料生产管径较大的焊管,还可以用同样宽度的坯料生产管径不同的焊管。但是与相同长度的直缝管相比,焊缝长度增加30~,而且生产速度较低。 直径大或较厚的焊管,一般用钢坯料直接做成,而小焊管薄壁焊管只需要通过钢带直接焊接就可以了。然后经过简单抛光,拉丝就可以了。 补充:焊管是用带钢焊接的,所以在原来它的地位没无缝管高。 焊管工艺流程 原材料开卷—平整—端部剪切及焊接—活套—成形—焊接—内外焊珠去除—预校正—感应热处理—定径及校直—涡流检测—切断—水压检查—酸洗—终检查(严格把关)—包装—出货。 特点 直缝焊管生产工艺简单,生产效率高,成本低,发展较快。螺旋焊管的强度一般比直缝焊管高,能用较窄的坯料生产管径较大的焊管,还可以用同样宽度的坯料生产管径不同的焊管。但是与相同长度的直缝管相比,焊缝长度增加30~,而且生产速度较低。


(一)滚槽焊缝开裂1、将管口压槽部分的内壁焊筋磨平,减少滚槽阻力。2、调整钢管与滚槽设备的轴心,并要求钢管与滚槽设备水平。3、调整压槽速度,压槽成型时长不能超过规定,均匀、缓慢施力。(二)滚槽钢管断裂1、将钢管管口压槽部分内壁焊筋磨平,减少滚槽阻力。2、调整钢管与滚槽设备的轴心,要求钢管与滚槽设备水平。3、调整压槽速度,压槽速度不能超过规定,均匀、缓慢施力。4、检查滚槽设备的支撑辊与压力辊的宽度和型号,是否存在两辊尺寸不相匹配而造成咬合现象。5、用游标卡尺检查钢管的沟槽是否规定。(三)滚槽机滚压成型的沟槽应符合下列要求1、管端至沟槽段的表面应平整无凹凸、无滚痕。2、沟槽圆心应与管壁同心,沟槽宽度、深度应符合要求,并检查卡箍件型号是否正确。3、在橡胶密封圈上涂抹润滑剂并检查橡胶密封圈是否有损伤,润滑剂不得采用油润滑剂。 除锈方法编辑 语音 1、首先利用溶剂清洗钢材表面,把表面的有机物去除, 2、然后使用工具除锈(钢丝刷),去除松动或倾斜的规模,铁锈,焊渣等, 3、使用酸洗的方式。 镀锌分为热镀和冷镀,热镀不易生锈,冷镀较易生锈。



在上海市闵行区采购钢管10#热轧板出厂严格质检请认准新弘扬特钢有限公司,品质保证让您买得放心,用得安心,厂家直销,减少中间环节,让您购买到更加实惠、更加可靠的产品。(联系人:顾经理-13395196588,QQ:2899273859,地址:工业园钱皋路168号)。